




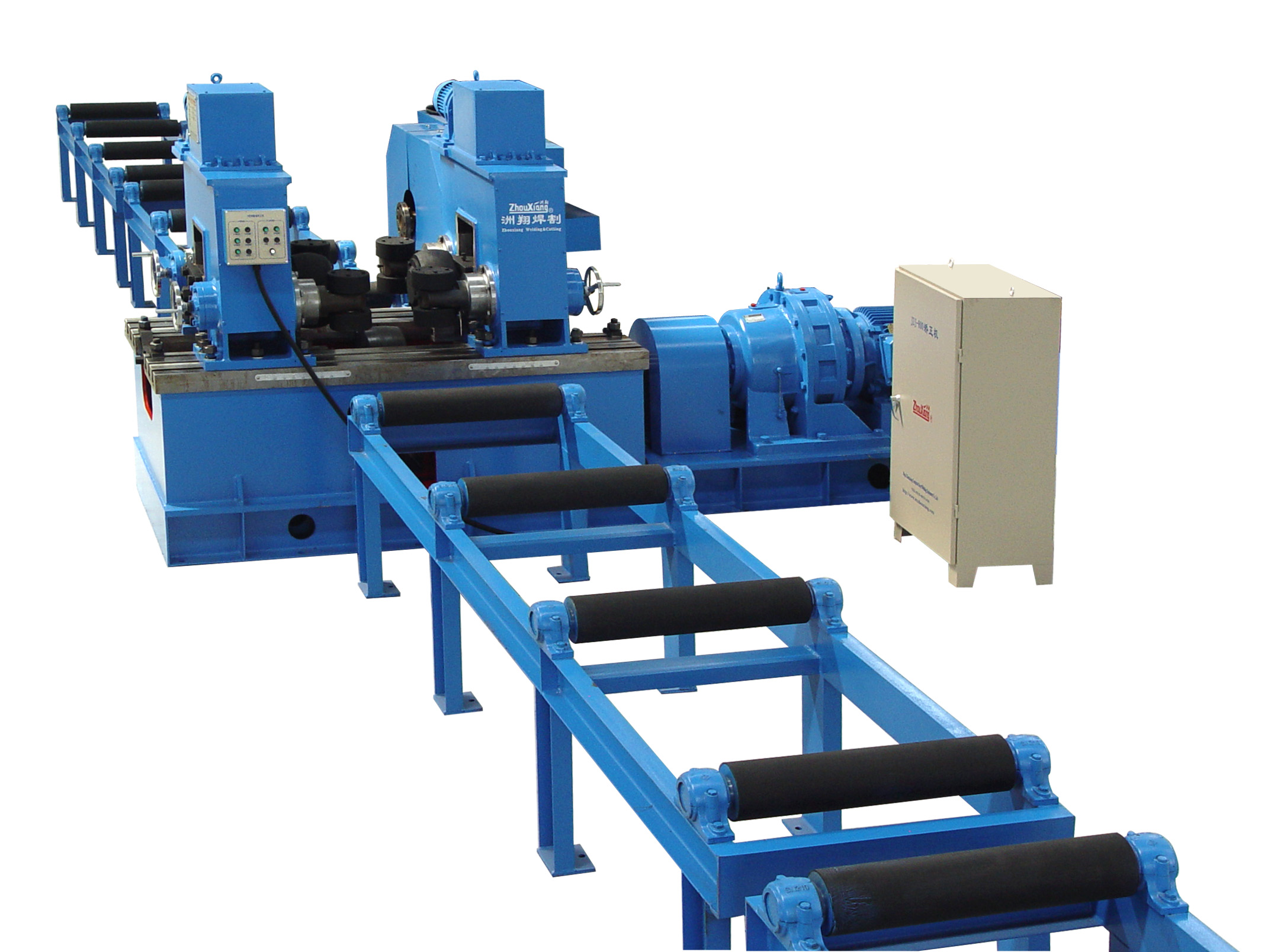
Линия для производства тяжелой двутавровой балки




Производственная линия
Линия производства тяжелого металлопроката является высокой степенью автоматизации производства двутавровой балки линии, это для того, чтобы уменьшить трафик и уменьшить частоту использования мостового крана, путем использования конвейера ролика, самосвалы и стальных машин мобильных и другихавтоматизированных оборудованиях, процесс сварки двутавровой балки передал, переверните и двигаться значительно повысить продуктивность работы пользователей.
Генеральный производственный процесс тяжелого металлопроката:
Резка планки - обработка планки (сплайсинг) - Т устанавливать -Н устанавливать-90° флип - доставка -переход - флип 45° - Вперевой зоне 1 станция консольной сварки - чтобы включить 45° -переход - флип 45° - Вперевой зоне 2 станция консольной сварки - чтобы превратить на 45° - переход - транспорт -180° флип - транспорт - переход - флип 45° - Ввторой зоне 1 станция консольной сварки - чтобы превратитьна45° - переход - флип 45° - Ввторой зоне 2 станция консольной сварки - вращатьсяна45° - переход - транспорт -90° флип - выправлять фланжированный лист-180° флип - выправлять фланжированный лист - вторичная переработка (распиловка стали - торцевое фрезерование - трехмерноебурение) - дробеструйная обработка - покраска.
Конкретная операция:
1) Резака, вырезать крыло рейки и ребер,
2) В большой длины балки, но также и делать для сращивания.
3) Взломать отверстие, рекомендуется фрезерный станок.
4) Вождение в лоскут висит на сборочной машины входных роликов, исходной пары крыльев.
5) Азатем дорога будет веб висит на начальной панели крыла, на исходной пары веб.
6) Провести монтаж машины крыло и веб-монтажных и точечной сварки Т-луч, и транспортируется к выходным роликам.
7) Вождение другого одного крыла висит на сборочной машины входных роликов, и монтаж машины рычаг исходной пары системы закрылков.
8) При движении Т-лучевой на 180 градусов и висит на начальной панели крыла, а затем сборки машины рычаг на исходной пары система Т-лучей.
9) Монтаж хозяина машины другом крыле и точечной сварки Т-луч, чтобы собрать двутавровой балки, и транспортируется к выходным роликам.
10) Через 90 градусов флип с Н-лучевой сварки на транспортных роликов.
11) Транспортер роликовый через зону сварки двутавровой балки в зоне сварного шва первой.
12) Со сдвигом стальной двутавровой балки машины будет двигаться в 60-градусный флип зоне сварного шва первого кадра первого стрелы сварочного поста ниже.
13) 60-градусный флип до 45 градусов, так что двутавровой балки лодка была первая шов сварки положение.
14)Сварки двутавровой балки с сечением консольной сварного шва.
15) 60-градусный флип до 45 градусов, так что положить двутавровой балки ровно.
16) Со сдвигом от стальной двутавровой балки машины двигается переключения зона 2-й бум сварки сварного шва под первым каруселом.
17) 60-градусные флип-флип 45 градусов, так что два первых сварки двутавровой балки шва была позиция лодки.
18) Н-лучевая сварка с консольной секции второй шов.
19) 60-градусный флип-спиной 45 градусов, так что положить двутавровой балки.
Со сдвигом стальной двутавровой балки машины будет двигаться конвейерных роликов.
21) через Н-образной стальной конвейер на роликовой конвейер 180 градусов зоны.
22) С180-градусный поворот машины двутавровой балки на 180 градусов.
23) Через Н-образной стали конвейерной роликового конвейера во вторую зону сварки.
24) Со сдвигом двутавровой балки стали машины будут двигаться на второй контактной площадке первой сварки станции консольной стойке ниже на 60 градусов флип кадров.
25) 60-градусные флип до 45 градусов, так что первые три сварочные двутавровой балки шва были позиция лодки.
26) Н-пучка с консольные титанов третий шов блага.
27) 60-градусный флип-до 45 градусов, так что двутавровой полажить балки.
28) Со сдвигом от стальной двутавровой балки машины будут двигаться ниже первого станции кантилевера сварки на второй зоне сварного шва 60 градусов, чтобы перейти на второй колодки кадров 2-й сварки бум ниже.
29) 60-градусные флип-до флипа 45 градусов, так что четыре сварки двутавровой балки шва была позиция лодки.
30) Сварки двутавровой балки с консольной секции четвёрдые шва.
31) 60-градусный флип на 45 градусов, так что двутавровой балки положить.
32) Со двигом стальной двутавровой балки машины двигается на конвейерных роликов.
33) По Н-образной стали конвейер роликового конвейера на следующий 180 градусов зоны.
34) С180-градусный поворот машины двутавровой балки крутитьсяна 90 градусов.
35) Через конвейер роликового конвейера на двутавровой балки на правильной машине.
36) Свыпрямления коррекции двутавровой балки машина первый клапан.
37) Через Н-образной стали конвейера ролика возвращается на 180 градусов зоны.
38) С180-градусный поворот машины крутит двутавровой балки на 180 градусов.
39) Свыпрямления коррекции двутавровой балки машина второй клапан.
40) За рулем калиброванный Н-кран-балка в зоне сварного шва.
41) Ребра сварки двутавровой балки .
42) Н-пучка вторичная переработка (распиловка стали - торцевое фрезерование - трехмерное бурение).
43) Обработаны с движением двутавровой балки крана на вход рольганга дробеструйной машины.
44) Н-пучка с взрывной машины для обезжиривания ржавчины окалины.
45) Движениу для крана Н-луча в живописи после дробеструйной обработки зоны.
46) Н-образный стали по нанесению покрытия распылением.
Отправить запрос, связаться с поставщиком
Другие товары поставщика
 |
HZJ1500 Стан для сборки двутавровых балок | Структура и принцип Двутавровая металлическая балка сваривается двумя крыльями и один кусок середине пластины,взаимное расположение между пластиной... |
 |
1000 Вт 1530 Лазерный станок с ЧПУ | Параметры производительности машины: Импортные зубчатая рейка, линейные направляющие диска, убедиться что точность машины и низкий уровень шума. Ди... |
 |
JZJ-800 Машина для правки полок двутавровых балок | Принцип Выпрямления принцип работы машины заключается в следующем: два крыла по обе стороны от коррекции колеса нажатой,Нижняя коррекция колеса выд... |
 |
Портальные сварочные машины | Структура и принцип Основной принцип портальных сварочных машин являются: 1) сварка двух двутавровой балки 45 градусов лодке установлен в положени... |
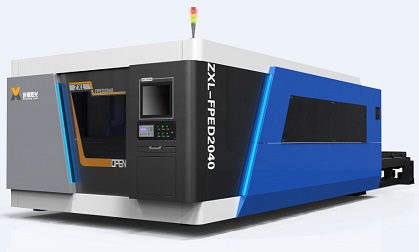 |
2000W 1530 Волоконный лазерный станок с ЧПУ | Рабочие параметры станка Диапазон резки: 1500×3000mm Ось Х путешествия: 3050mm Ось Y путешествия: 1550mm Ось Z путешествия: 120mm Минимальная... |
Похожие товары
 |
Real Time Print and Press-Apply Labeling System P540 | Продавец: Hangzhou Bing Jia Tech. Co., Ltd | Introduction Of Real Time Print and Apply Label Applicator SystemsP540 1、It can automatically ad... |
 |
Real Time Print and Rolling Press-Apply Labeling System P54G | Продавец: Hangzhou Bing Jia Tech. Co., Ltd | Introduction Of Real Time Print and Rolling Press-Apply Labeling System P54G 1, the solution to ... |
 |
Air Cushion Film | Продавец: Hangzhou Bing Jia Tech. Co., Ltd | Air Pillow Bag Air Pillow-ME series designed for high though put void fill. Pillows per carton i... |
 |
Print and Apply Labeling System | Продавец: Hangzhou Bing Jia Tech. Co., Ltd | Real Time Print and Press-Apply Labeling System P540 7*24 work automatically; Industrial printer... |
 |
Paper Cushioning Machine | Продавец: Hangzhou Bing Jia Tech. Co., Ltd | LockedPaper-C2 Paper Pad Machine Provides robust padding for heavy or large items in medium to l... |


