MLC-V235 Система автоматического контроля уровня жидкости в кристаллизаторе непрерывного литья заготовок

MLC-V235 Система автоматического контроля уровня жидкости в кристаллизаторе непрерывного литья заготовок
Обзор:
Автоматический контроль уровня жидкой стали в кристаллизаторе является одной из ключевых технологий производства непрерывного литья заготовок, что снижает трудоемкость рабочих, повышает эффективность производства, улучшает качество и выход слябов, уменьшает переливы для обеспечения безопасного производства. машин непрерывного литья заготовок Очень важно повысить уровень управления производством стали и непрерывного литья заготовок.
Жидкая сталь заливается в изложницу.Для предотвращения перелива уровень жидкой стали должен поддерживаться стабильным.В противном случае в процессе литья уровень жидкости будет слишком сильно колебаться, а шлак будет втягиваться, образуя подкожные шлаковые включения на поверхности заготовки, что влияет на качество заготовки.Испытания показывают, что зависимость между колебаниями уровня жидкости и глубиной подкожного шлакового включения в слябе следующая:
Опыт показал, что устранение подкожных шлаковых включений возможно при колебаниях уровня жидкости в пределах ±10 мм. В то же время колебание уровня жидкости составляет более 10 мм, а количество продольных трещин на поверхности плиты составляет 30 %, то есть колебание уровня жидкости напрямую влияет на качество поверхности плиты. .
Принцип системы:
Вихретоковый датчик уровня расплавленной стали является ключом к системе. Вихретоковая система измерения уровня расплавленной стали работает надежно и имеет отличные характеристики: высокая термостойкость, сильная помехоустойчивость, быстрый динамический отклик (время задержки <0,10 с), высокая точность обнаружения (<±05 мм) и большой диапазон измерения (0 -150 мм), выбранная частота электромагнитного поля гарантирует, что датчик обнаружения уровня жидкости определяет только изменение уровня жидкости в форме и не обнаруживает шлак формы или слой стального шлака. Преимущества системы заключаются в простоте эксплуатации и отсутствии проблем с радиационной защитой. Система нечувствительна к продувке аргоном, а ее датчики могут быть установлены на промежуточном ковше или на платформе.
Во время работы датчик охлаждается сжатым воздухом.
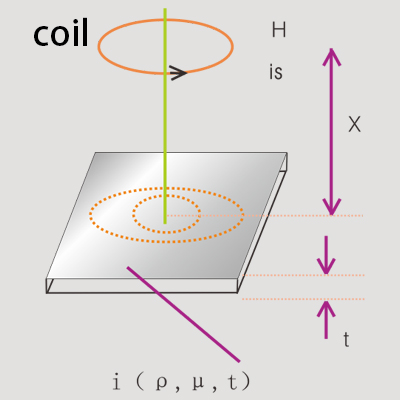
Принцип показан на рисунке:
Высокочастотная катушка возбуждения установлена над поверхностью расплавленной стали формы.Высокочастотное магнитное поле, создаваемое высокочастотным магнитным полем, индуцирует вихревой ток на поверхности расплавленной стали для создания магнитного поля.Поскольку магнитное поле находится в направлении, противоположном магнитному полю, создаваемому высокочастотной катушкой, при изменении импеданса изменяется импеданс катушки.При условии, что материал и структура катушки, тип стали, температура и т. д. остаются неизменными, это только имеет однозначную функциональную связь с высотой расплавленной стали.Пока обнаруживается изменение импеданса высокочастотной катушки, его можно преобразовать в изменения положения уровня жидкости расплавленной стали в литейной форме.
Состав системы:
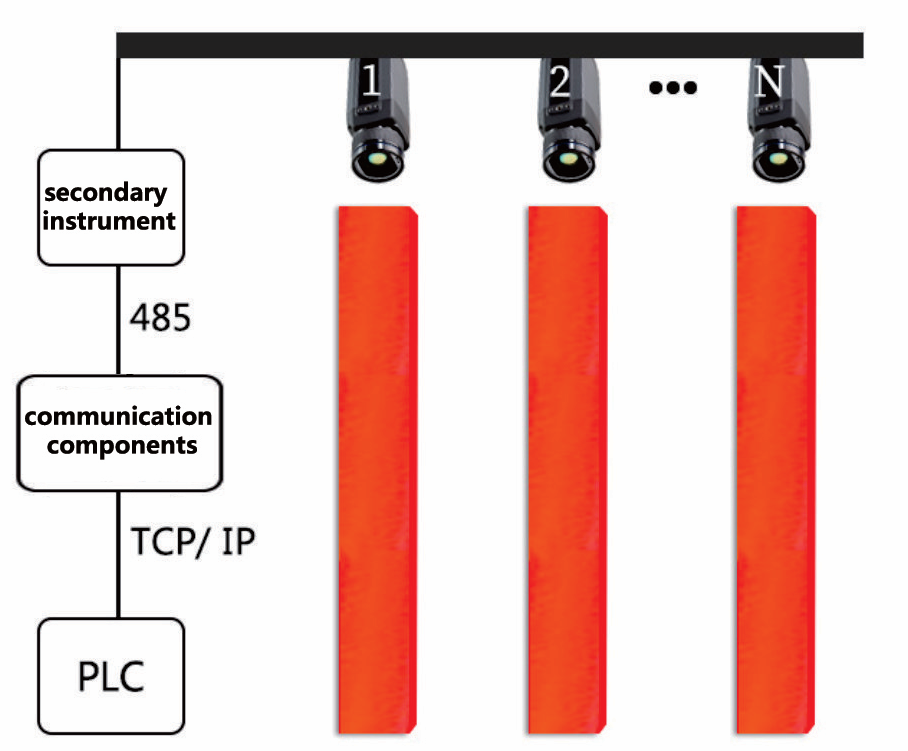
Система автоматического контроля уровня жидкости в кристаллизаторе непрерывного литья заготовок состоит из вихретокового указателя уровня жидкости в расплавленной стали, контроллера и цифрового исполнительного механизма для регулировки открытия пробки промежуточного ковша.
Концом обнаружения системы автоматического контроля уровня жидкости в форме является ① вихретоковый датчик смещения, который использует эффект взаимной индуктивности вихревых токов между катушкой под напряжением и металлическим проводником для определения расстояния. Эффективный сигнал вихретокового датчика усиливается и линеаризуется схемой датчика уровня литейной формы ②, который преобразует изменение уровня расплавленной стали в литейной форме в диапазоне 0–150 мм в стандартный сигнал 4–20 мА постоянного тока, а затем передает его на управляющий компьютер для завершения обработки и обработки данных.Функция управления системой также может управлять приводом вручную и автоматически через ④ панель управления дисплеем на месте и управлять открытием (заглушки) с помощью привода ⑤ для реализовать автоматический контроль уровня расплавленной стали.
1 вихретоковый датчик;
2 уровнемер кристаллизатора;
3 управляющий компьютер;
4 Пульт управления дисплеем работы на месте;
5 цифровой исполнительный механизм;
Принцип управления системой:
В системе можно установить четыре режима управления: автоматический, полуавтоматический, ручной и с моторной муфтой. Автоматический режим представляет собой замкнутую систему контроля уровня расплавленной стали, а открытие пробки контролируется цифровым исполнительным механизмом; полуавтоматический режим представляет собой задатчик степени открытия, а открытие пробки устанавливается вручную с помощью цифровой привод, ручной режим - открытие и закрытие, кнопка непосредственно управляет открытием стопора, режим моторной муфты быстро меняется с любого из вышеперечисленных методов управления на ручное управление стопором.
В функции системы также входят: отображение и запись уровня жидкой стали, открытия сопла и скорости протяжки; установка уровня расплава и открытия сопла; предельная сигнализация уровня расплава и т. д.
В дополнение к обнаружению уровня расплавленной стали в качестве основного сигнала обратной связи системы управления, система управления также учитывает различные факторы помех, влияющие на контроль уровня жидкости.Эти факторы помех включают:
1. Влияние изменения расходных характеристик на систему управления после потери расплава штока-пробки.
2. Влияние изменения массы расплавленной стали в промежуточном ковше на систему управления.
3. Влияние изменения скорости волочения МНЛЗ на систему управления
4. Влияние изменения ширины пресс-формы (ширина пресс-формы регулируется) на систему управления.
5. Влияние частоты и амплитуды вибрации кристаллизатора на датчик уровня жидкой стали.
Функции и программная реализация:
Чтобы преодолеть эти помехи, стратегия контроля уровня жидкости в кристаллизаторе использует ПИД-управление, а на основе ПИД-управления вводятся самоадаптивная коррекция и управление с прямой связью для формирования усовершенствованной системы управления. Контроль уровня жидкости является основным контуром, и имеется пропорциональный коэффициент усиления контроллера основного контура, адаптивная коррекция в соответствии с изменением ширины формы и упреждающая компенсация скорости волочения, чтобы еще больше уменьшить и устранить форму регулировка ширины и изменение скорости рисования колебания уровня жидкости.
Чтобы уменьшить частое срабатывание стопора, система принимает интегральное изменение времени контроллера и автоматически выбирает более длительное интегральное время, когда уровень расплавленной стали колеблется, когда уровень жидкости сильно колеблется. частое движение стопора.
Для преодоления интерференции колебаний частоты и амплитуды вибрации кристаллизатора при обработке сигналов измерителя уровня расплавленной стали добавляется соответствующая фильтрующая связь, а для обработки фильтрации используется синхронный фильтр частоты вибрации.
Технические индикаторы:
Другие товары поставщика
Все товары поставщика
Похожие товары