

Fine Chemical Valves



China UTMOST valves for chemical industry
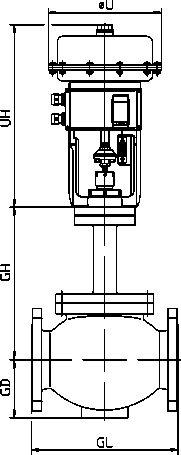
UTMOST types of valves used in chemical industryis small in size, light in weight, high in performance, and used for precise control of small flow. For example, it is used in precision chemicals and scientific research institutions to perform precise micro-control on flow and pressure. The design pressure of the valve body can reach 32MPa. The top guide structure is adopted, the valve quality of valve body is compact, small in size, light in weight, beautiful and delicate; the valve body flow path is strictly designed with equal section and low flow resistance, and the pressure drop loss is small; Excellent stability, especially can withstand the impact of high-speed fluid on the valve core; Kv value is small, can be used for precise control of small flow occasions, such as fine chemicals, food additives, medicine, electronics, and other industries.
UTMOST china valve factoryentered the different types of valves used in chemical industryfield of fine chemicals earlier and has been recognized by customers in pharmaceuticals and new energy.
Which valves are used in chemical industry?
There are several industrial valves chemicals, each with its own unique features and benefits for different types of control valve solution. Some common valves for chemical industry include:
Globe valves: Globe valvesare commonly used in the chemical industry because of their ability to provide good shut-off and control of flow.
Ball valves: Ball valves are popular in the chemical industry because of their reliability and durability. They can be used for on/off or modulating control of flow.
Butterfly valves: Butterfly valves are commonly used in the chemical industry because of their lightweight design and their ability to be operated with low torque.
Diaphragm valves: Diaphragm valves are used in the chemical industry because of their ability to provide a good seal and prevent contamination of the process fluid.
Gate valves: Gate valves are used in the chemical industry for their ability to provide full flow with minimal pressure drop.
Check valves: Check valves are used in the chemical industry to prevent backflow and protect pumps and other equipment from damage.
Pressure relief valves: Pressure relief valves are used in the chemical industry to protect equipment from overpressure and prevent explosions or other safety hazards.
The specific type of valve used in the chemical industry depends on the application and the specific requirements of the process.
UTMOST Chemical Valves Benefits
Chemical resistance: Chemical valves are designed to withstand harsh chemical environments and resist the corrosive effects of many chemicals. This means that they can be used to control the flow of chemicals without the risk of damage or failure.
Safety: Chemical valves are often used in applications where safety is a top priority, such as in the chemical processing industry. They are designed to meet stringent safety standards and can help to prevent leaks, spills, and other accidents.
Precision control: Chemical valves are designed to provide precise control over the flow of fluids. They can be used to regulate the flow rate, pressure, and temperature of a variety of liquids, gases, and chemicals.
Longevity: Chemical valves are built to last. They are made from high-quality materials that can withstand extreme temperatures and harsh environments, and are designed to operate for extended periods without failure.
Customization: Chemical valves can be customized to meet the specific needs of different applications. They are available in a wide range of sizes, materials, and configurations to suit different requirements and operating conditions.
Easy maintenance: Chemical valves are designed to be easy to maintain and service. They can be disassembled and cleaned without the need for special tools or expertise, which can help to reduce downtime and increase productivity.
Overall, chemical valves are essential components in the chemical processing industry and other applications where precise control over the flow of fluids is required. They offer a range of benefits, including chemical resistance, safety, precision control, longevity, customization, and easy maintenance.
Chemical Valves Applications
Chemical valves are used in a wide range of applications in industries such as pharmaceuticals, petrochemicals, food and beverage, water treatment, and more. Here are some common applications of chemical valves:
Control of process flow: Chemical valves are used to control the flow of liquids or gases in a process. By opening or closing the valve, the flow can be regulated to achieve the desired result.
Dosing and mixing: Chemical valves are used in dosing and mixing applications where precise amounts of chemicals need to be added to a process. The valves can be used to control the flow rate and ensure accurate dosing.
Sampling: In some applications, it is necessary to take samples of the process fluid for testing. Chemical valves can be used to isolate the sample for analysis without interrupting the process flow.
Pressure regulation: Chemical valves can be used to regulate the pressure of the process fluid. By adjusting the valve opening, the pressure can be controlled to maintain the desired level.
Safety applications: Chemical valves are also used in safety applications to prevent overpressure or over-temperature conditions. Pressure relief valves and thermal relief valves can be used to protect equipment and personnel in the event of a failure.
Corrosive fluid handling: Chemical valves are often used in applications where the fluid is corrosive or abrasive. Valves made from materials such as PVC, CPVC, or PTFE can withstand the corrosive nature of the fluid and prevent damage to the valve.
Overall, chemical valves play a crucial role in many industries where precise control of fluid flow is required.
Send product request
Other supplier products
 |
Butterfly Valve | UTMOST, as a professional butterfly valve factory, is devoted to providing high performance butterfly valve wholesale. The wholesale butterfly valv... |
 |
Bellows Control Valve | G114/G115 Series Bellows Control Valve The bellows control valve is a pressure-balanced control valve with compact body structure, S streamlined ... |
 |
China Cryogenic Butterfly Valve | The cryogenic butterfly valve has outstanding advantages such as reliable sealing, small opening, and closing torque, high low-temperature stabilit... |
 |
Coal Chemical Valves | China UTMOST Valves for Coal Chemical Industry The coal chemical industry is an industry that uses coal as raw material and converts coal into sol... |
 |
China Oxygen Control Valve | China Oxygen Control Valve The main difference between the oxygen flow control valveand the ordinary control valve is: one more production process... |
Same products
 |
GT-FM24-PLC Filling Machine(3+9+9+3) Triple Guide Tube | Seller: Zhaoqing City Greater Technology Co., Ltd | * Description GT-FM-PLC (triple guide tubes in 6-48 station)MGO powder filling machine, is improv... |
 |
High Speed Flat Wire Coil Winding Machine for EV Traction Motor Manufacturing | Seller: Eurion Automation Co., Ltd. | High-Precision Servo Control System:Equipped with an industrial-grade control platform and import... |
 |
GT-FM18-PLC Filling Machine(8+2+8) Triple Guide Tube | Seller: Zhaoqing City Greater Technology Co., Ltd | * Description GT-FM-PLC (triple guide tubes in 6-48 station)MGO powder filling machine, is improv... |
 |
48 Station Fillimg Mahcine GT-FM48 | Seller: Zhaoqing City Greater Technology Co., Ltd | * DescriptionFM filling machine suitable for fill tubular heaters in long length, different diame... |
 |
8 Station Fillimg Mahcine GT-FM8 | Seller: Zhaoqing City Greater Technology Co., Ltd | * Description FM filling machine suitable for fill tubular heaters in long length, different diam... |
