

KHGK Auto welding machine,TIG welding machine for pipe





ОрбитальнаяСваркаМашина
KHGKсериятруб-трубыорбиты
автоматическойаргонодуговойимпульснойдуговойсварочныйаппаратОрбитальнаясваркамашина
СерияKHGKпредназначендлявсехположенияавтоматическойсваркитруб-трубы,трубы-изгиба,трубкифланцаителатрубы,вентиля,трубанаружнымдиаметроммеждуφ16~φ300мм,асварочныематериалысодержатуглеродистойстали,легированнойстали,нержавеющейсталиит.д.KHGKсериимогутбытьиспользованыдлязаполненияпроводилинетзаполнениястыковойсваркипроволоки.
СерияKHGKсостоитизвласти,системыуправления,системыохлаждения,пультомдистанционногоуправленияисварочнойголовки,ит.д.Раздельныйдизайндляоборудования,делаетегонетолькоудобным,эксплуатациииуправления,ноибудетспособствоватьдляцехапопроизводствуилипроизводственнойплощадкедвигатьсялегкоисвободно,
nпроизводительность
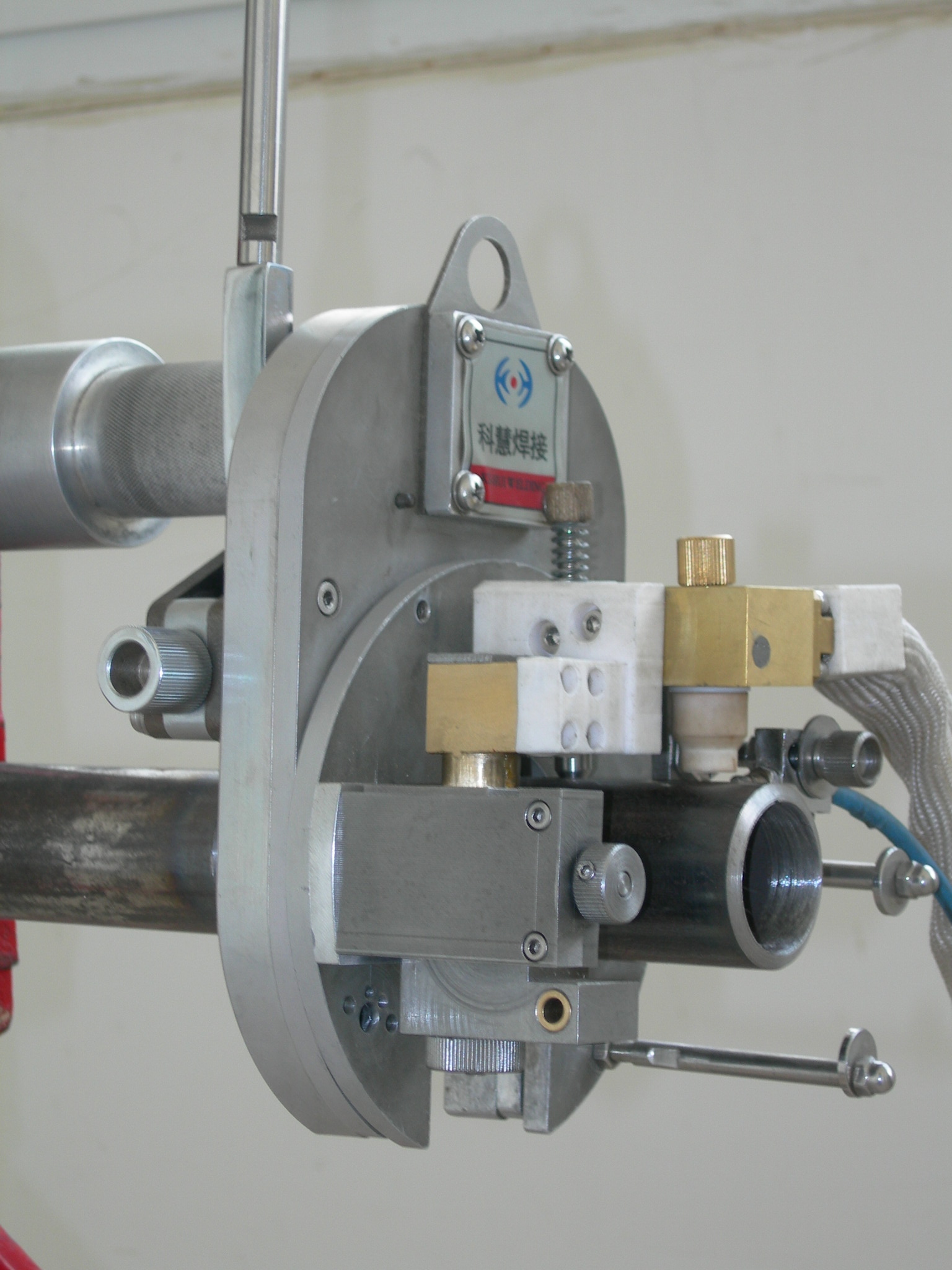
Сварочнойголовкипятьспецификации,согласноразмернойсостоянияиассортиментапродукцииможновыбратьодинилинесколькоспецификацийноса
Подходитдляразличныхвидовтрубдлясоединениятрубиразнообразнойрезьбойформе;
Подключайтеприборвсоответствиирабочейсредыдругом,могутпринятьвстроенныйвпроводиливнешнегопровода;
Сварочнаяголовкаосновныекомпонентыиспользуютсяавиационныхматериалов,легкийвес,структурнуюстабильностьивысокаятемпературанедеформируется;
Драйвиподачипроволокипринимаетшаговогодвигателя,шумятработатьнадежно.
Нососнащеныбалансировки,удобстваработы,снижениетрудоемкости;
АдаптациясистемыуправленияPLCисенсорныйЖК-человек-машинногоинтерфейса,могутбытьсохраненыдо100группсваркистандарта,каждаягруппасварочногорамкиможноразделить1~12раздел,введитепросто,иненужнопрофессиональнойосновеспециальногоязыка
СистемауправленияPLC
СенсорныйЖК-интерфейсчеловек-машина
ПодержанныеPanasonicIGBTинверторногоуправленияпостоянноготокаимпульсныйисточник,гарантируютвысокуюэффективностьсваркиисильнойустойчивостидуги,сварнойшовлитьекрасивый;
lСварочнаягорелкаспомощьюпринудительноговодяногоохлаждения,можетдержатьдлительнуюработу;
lНос(заисключениемKHGK16-40A)можновыбратьдлинудугиавтоматическийналадкаирысканияустройство.
lСогласноразличнымтребованиямрысканиямогутбытьиспользованымеханическиекачелиимагнитноемаятник;
Обязательныйсистемыводяногоохлаждения,оснащен16лизнержавеющейсталибак,независитотполяводныхгидравлическихусловийпределах,полностьюохлаждения,надежноудобно;
Автомобилитипаинтеграциидизайна,мобильноесвобода,оснащенныйнебольшиминструментовиаргонагазовогобаллонасиденье,атакжеможетполучитьголовукмашине,убедитесь,Складскоеоборудованиебезопасности,когдаоннеиспользуется.
дистанционноеуправление
Рисунок10показывает,пультдистанционногоуправления.
l4-4-1Определениепереключателя
1:‘Электрическийтрекдуга’
Коммутаторавтоматическирегулироватьдлинуэлектрическойдуги,есливыключательвключен.
2:'PeakPointтока+'и'Пиковаяточкаток-’
ПереключательНажмитеодинраз,пиковыйтокточкаможетувеличиваетсяилиуменьшаетсяна5ампер.
3:"Качели"Переключить
Ониспользуетсядлявключенияфункциисварочногоразгаре,еслиочередьнанего,сварочнаяголовкабудетзаполнитьсварочнойпроволокиспазомнаповоротноеустройствововремясварки.
4:переключатель‘Механизмподачипроволоки’
Есливключитепереключатель,устройствоподачипроволокиначинаетработать,вслучаепроцессасваркиплавлением,пожалуйста,выключитеего.
5:‘вверхивниз’кнопкидля‘трохиуглунаклона’
Ониспользуетсядлявверхиливнизпотрохи,атакженастроитьангеламеждувольфрамаиповерхностьютрубы.
6:‘левыйиборьба’кнопкудля‘трохиуглунаклона’
Ониспользуетсядляперемещениятрохивлевоиливправоиотрегулируйтеангеламеждувольфрамаитрубыповерхностииобеспечитьверхнюючастьвольфрамапротивтого,чтобыположениевсерединеуглубление.
7:Сварка/тестпереключатель
Приустановкесварка/тестпереключательна'Test',тонажмитекнопку‘Пуск’,машинаначалаобнаруживатьсварочныхпроцессов.
Когдапереключатна‘сварки’,тонажмитекнопку‘Пуск’машинаможетначатьсварку.
8:‘Скоростьподачипроволоки+’и‘Скоростьподачипроволоки-'
Ониспользуетсядлярегулировкискоростиподачипроволоки.
Примечание:Спомощьюэтойкнопки,алишьизменяеттекущуюскоростьподачи,ионнебудетизменятьскоростьсварки,которыйбылвведенвпрограмму.Есливамнужноизменитьскоростьподачипроволокивовсемпроцессесварки,необходимосброситьегов‘интерфейснастройкипараметров’послесваркизавершена.
9:переключатель‘скорости’дляповоротноеустройство
Этоприменяетсядлярегулировкискоростикачанияустройства.
10:‘Амплитуда"’Переключатель‘Корректировкакачели’
Ониспользуетсядлярегулировкиамплитудыкачания.
11:Переключатель‘регулировкапровода’
Этоиспользуетсядлявставкисварочнойпроволокидлясварочнойголовкииливытащитьсварочнойпроволокиизсварочнойголовки.
12Переключатель‘вращаются’
Переключательвращаютсяиспользуетсядляповоротасварочнойголовкидлятого,чтобыотрегулироватьуголвольфрама.
13:‘Снижение’Кнопка
Нажмитекнопку'Снижение',сварочныйаппаратможетостановитьсяпостепенновтечениекороткоговремени.
14:Кнопка‘стоп’
Вслучаечрезвычайнойситуации,еслинетвремени,чтобывыключитьпитание,нажмитекнопку"Стоп",сваркапрекращается,кактолькоэтовозможно.
15:Кнопка‘Пуск’
Будьтовстатусеиспытанийилисваркирежима,нажмитекнопку‘Пуск’,сенсорныйэкранбудет10кривая,показывающаясварочноготокаинжир,импульсноготока(относительнообратитьсякразнымиугламипоказываетсоответствующеезначение),скоростьподачипроволоки,информацияоскоростипрограммывращающуюсяручку.
nПрименяетсявследующихиндустриях
Нефтехимической,бойлер,холодильноеоборудование,медицина,авиация,сосудоввысокогодавления,корабль,пищевогооборудования,атомнаяэнергетикаит.д.
nПрименимосфера
Применитькдиаметрутрубыиз16мм-300мм,длятрубытрубы,трубкилоктя,трубныефланцы,трубы-замена,ит.п.сварочныематериалысодержатуглеродистойстали,легированнойстали,нержавеющейсталиит.д.,используемыезаполненияпроводилинетзаполненияпроволокиприкладомсварка.
Выбориз5сварочныхголовок,чтобыпокрытьсваркитрубдиадиапазонот16ммдо300мм:
KHGK16-40,KHGK36-90,KHGK70-160,KHGK140-230,KHGK210-300
Главнаяструктура
|
сварочнойголовки |
KHGK16-40 |
KHGK36-90 |
KHGK70-160 |
KHGK140-230 |
KHGK210-300 |
||||
|
скоростьсварки(r/min) |
|||||||||
|
Подходит Диамет.(mm) |
16~40 |
36~90 |
70~160 |
140~230 |
210~300 |
||||
|
ДиаметрВольфрам.(mm) |
|||||||||
|
Размахиваяфункция |
|||||||||
|
амплитуда(mm) |
--- |
±8 |
±8 |
±8 |
±8 |
||||
|
скорость(mm/s) |
--- |
||||||||
|
времяожидания(s) |
--- |
||||||||
|
дугаУправляющеенапряжение |
|||||||||
|
амплитуда(mm) |
--- |
8 |
8 |
8 |
8 |
||||
|
скорость(mm/s) |
--- |
||||||||
|
сварочнойпроволоки |
|||||||||
|
проволокадиаметром.(mm) |
|||||||||
|
скорость(mm/min) |
0~1500 |
0~1500 |
0~1500 |
0~1500 |
0~1500 |
||||
|
Источникпитания |
|||||||||
|
Диапазонустановки(A) |
8~400 |
8~400 |
8~400 |
8~400 |
8~400 |
||||
питаниеисистемауправлениятехническиепараметры
|
Номинальноевходноенапряжение |
380v |
|
Номинальныйсварочныйнапряжение |
TIGwelding,22.6V |
|
фаза |
three-phase |
|
Номинальнаямощностьвходногосигнала |
|
|
Потокаргон |
8~12L/min |
|
Номинальноенапряжениехолостогохода |
70V |
|
частота |
50/60HZ |
|
СварочныйтокДиапазоннастройки |
4~400A |
|
Обязанностьдиапазонрегулировкисоотношения |
380V±10% |
|
Номинальныйрабочийцикл |
400A60% |
|
250A100% |
|
|
Номинальнаяпотребляемаямощност |
|
|
Емкостьвстроеннойпамяти |
100groupsofweldingcode |
|
Каждыйнаборможетсегменты |
1~12section |
|
частотаимпульса |
|
|
Текущеевремярост |
|
|
Предварительныйнагреввремя |
|
|
Текущеевремяснижение |
|
|
Давлениеохлаждающейводы |
|
Ссылкадлявидео
KHGK
Заметка:Электрическоеиэлектронноеиндустриальногопаркавысокихиновыхтехнологий.развитие.
адрес,ГородЧжэнчжоу,провинцияХэнань,Китай









