

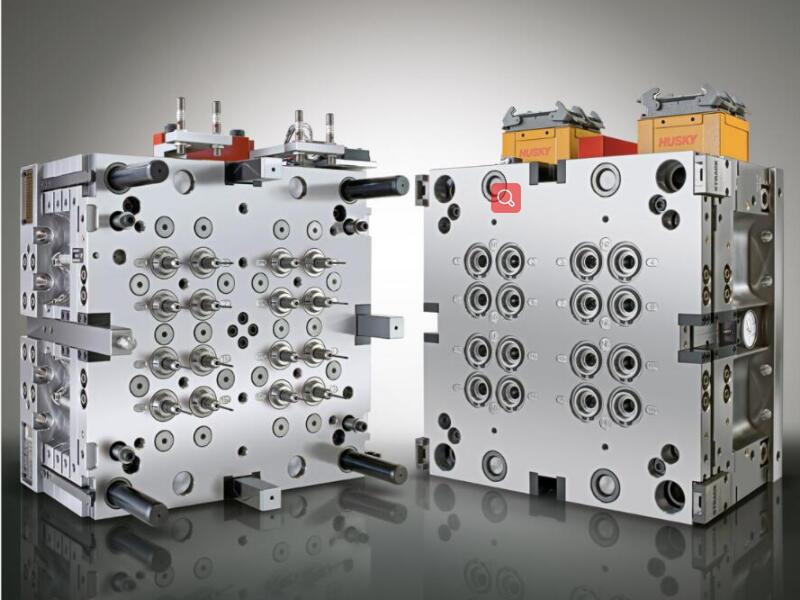
Tool Building



As a good reputation manufacturer in China, we here share the basic injection mold making process in our company:
- Products design department provides product information to injection mold designdepartment, injection mold designers complete cost analysis in two working days, and provide to R&D manager.
- R&D department release "Mold Making Apply" to plastic injection mold design department after confirming the project.
- Injection mold designers organize relevant personnel to review the project based on the product information, including product structure, mold structure, cooling system, runner, slag, venting, etc. in plastic injection molding process
- After evaluation, injection mold designers begin to design the plastic injection mold, including 3D drawing correction, 3D parting, mold parts assembly drawing, EDM drawing, electrode drawing etc., and organize relevant personnel to evaluate those drawings, then issue to plastic injection mold making department.
- Injection mold makers evaluate and study the drawings, and order mold materials if there is no objection, otherwise, communicate with the plastic injection mold designers.
- Injection mold makers inspect the mold materials in time after the materials arrive to injection mold factory china, and arrange technicians to do locksmith works, including turning, grinding, milling, screw holes, water carrying hole, center hole, CNC roughing, etc. The technicians should pay attention to the precision of each right-angle sides, avoid empty of the center hole and each production base, roughing margin etc. Then outsource each mold part to heat treatment promptly.
- After heat processing, plastic injection mold maker must detect its hardness and metallurgical analysis. Generally, the core hardness 46-50HRC, for uniform distribution of 9 points, requiring its hardness differ is less than 2HRC. Metallurgical analysis should be done for the injection mold core prior to processing to make sure there is no segregation, scars, etc.
- Electrode processing, there are fine and rough processing, fine male spark is 0.05-0.08, rough male spark is 0.2-0.3 (subject to the actual situation). Be sure to pay attention to each processing benchmarks, and detect electrodes after processing finished.
- Before finishing, must make right angle for the mold core, the vertical degree should less than 0.02 mm, finish degree 1.6.
- For line cutting, please note that all parts' base, enlarge 0.02mm for the insert hole and center hole as tolerance clearance, for non-standard thimble, the tolerance clearance is 0.04mm of the actual thimble size.
- Mold core finishing, based on the benchmarks after making right-angles, typically leaves 0.02 mm die as a margin (without considering tool wearing).
- EDM processing, process according to the drawings' size, fine 0.05-0.08, rough 0.2-0.3 (subject to the actual situation), pay attention to the benchmarks in processing, for sparks processing, the leave a margin of 0.03-0.05 mm.
- The runner surface must be polished to achieve Ra6 or Ra7 finishing, the surface does not allow spark or knife pattern to exist.
- Before assembling the plastic injection molding parts, the mold maker must do a comprehensive inspection for all related parts to make sure everything is in a good condition, and do cleaning and anti-rust treatment. Then fill "Mold Inspection Summary" form.
- In tryout, injection mold designers, plastic mold makers and die casting workshop personnel should go to the site, making analysis and solution of abnormal in casting tryout, improving the plastic injection mold and die casting process according to the results, and fill "Mold Tryout Report".
- By 100-150 cycle time, the tryout products are defect-free, the production department make production schedule, the technicians track the production processes, and feedback yield to the plastic injection mold making department.
- After tryout, plastic injection mold making department apply for storage with the forms of "Mold Making Apply" and "Mold Making Inspection".
We are ready and looking forward to cooperate with your next project, Contact Us Now, you will be satisfied to choose us as your partner in plastic parts manufacturing process.
We are one of the professional plastic moulded products manufacturers,we provide injection mold building,injection mold tooling chinaand cheap injection molding,you can see injection molding tooling costin our website.
在线联系供应商
Other supplier products
 |
2K /2 Shot Injection Molding | A 2K/two-color mold is a mold in which two plastic materials are injected on the same injection molding machine and molded in two parts, but the pr... |
 |
Acrylic Injection Molding | Acrylic is a transparent thermoplastic homopolymer known more commonly by the trade name “plexiglass.” The material is similar to polyc... |
 |
PVC Injection Molding | Polyvinyl Chloride (PVC or Vinyl) is a high strength thermoplastic material widely used in applications, such as pipes, medical devices, wire and c... |
 |
Uscrew Injection Molding | Unscrew injection molding, as its name implied, there is thread in the plastic part for easy assemble and connection with other screw parts. Unscre... |
 |
PC Injection Molding | PC is classified as a ''thermoplastic'', and the name has to do with the way the plastic responds to heat. Thermoplastic materials become liquid at... |
Same products
 |
Pine cat litter | 卖方: DALIAN ZZ INT'L TRADE CO.,LTD. | Pine cat litter 100% natural pine as materialNatural pinewood scentNo chemicals additives or syn... |
 |
Crushed tofu cat litter | 卖方: DALIAN ZZ INT'L TRADE CO.,LTD. | Crushed tofu cat litter Our crushed tofu cat litteris suitable for automatic cat litter boxes.Ir... |
 |
Cylinder natural tofu clumping cat litter | 卖方: DALIAN ZZ INT'L TRADE CO.,LTD. | Cylinder natural tofu clumping cat litter High-quality natural materialsAbsorbs water in one sec... |
 |
Thick paper cat litter | 卖方: DALIAN ZZ INT'L TRADE CO.,LTD. | Thick paper cat litter Eco-friendlyLightweightFlushableLow tracking and low dustWill not grow mo... |
 |
Nut Shell Cassava Cat Litter | 卖方: Hebei Lena Pet Products Co., Ltd. | Nut Shell Cassava Cat Litter Cassava nutshell cat litteris 100% plant-based, biodegradable, high... |
