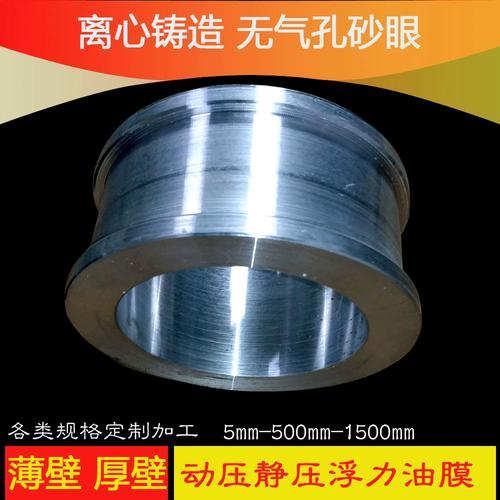
定制各种型号锡基巴氏合金轴套
各种型号锡基巴氏合金轴套
生产铸造巴氏合金轴瓦乌金瓦的工艺包括很多,但基本的就是底瓦的准备,那么该怎样准备呢?我们巴氏合金公司来告诉大家!1、底瓦表面镀锡打底,底瓦表面镀底锡是为了使巴氏合金与底瓦接合更牢固、紧密。因为巴氏合金乌金中的锡锑立方晶体和锡铜立方晶体都是不能直接与铁或铜接合的,而锡则能与铁、铜很好接合,形成中间合金层——金属化合物。镀锡层应尽量薄,原因一:镀锡后形成的金属化合物都是硬而脆的,如不能完全渗入到巴氏合金及底瓦的接合表面层里去,则会影响它们的接合质量。原因二:镀锡层越厚,则越易产生氧化,影响接合质量。镀锡的过程是先将清理干净的底瓦放在炭炉上加热到三百℃,然后在待镀锡表面涂一层助焊剂,再用锡条涂擦,接着用木片等将锡涂匀,如不匀,可用木片等蘸助焊剂涂擦后再涂锡,直至均匀为止。2、熔去旧巴氏合金乌金衬,将旧轴瓦清理干净,然后在炭炉上对瓦背进行均匀地加热。加热到三百℃时,镀锡层即开始软化,用工具将合金层轻轻敲下来,再用铲子等工具清掉剩余的合金。3、底瓦表面的清理,除去合金层后,要检查底瓦需镀锡的表面是否干净,如不干净,则会造成镀锡困难,合金与底瓦接合质量也难以保证。如果底瓦镀锡表面有污垢或氧化物存在,可用砂纸、钢丝刷子等除掉。如果沾有油泥,可将底瓦放到炭炉上加热到350度,再用刷子等工具蘸饱和助焊溶液或50%的清洗剂溶液擦掉。巴氏合金乌金底瓦的准备大致就这三点。巴氏合金金属层与壳体金属粘合应牢固,不得有脱壳现象,合金层表面不得有砂眼、穿孔及夹杂物等缺陷。轴瓦表面及端面、对开面应光滑平整,不允许有裂纹、划痕或碰伤。轴瓦合金表面粗糙度,当有刮研余量时,应不大于R1.25pm在压紧状态下,轴瓦对开面对外圆母线的平行度,在100mm长度以内应不大于0.02mm。轴瓦涂色与轴颈配研,轴瓦的接触面积应大于总面积 的80%,且接触均匀。
Other supplier products
|
|
铅基巴氏合金 |
铅基巴氏合金 铅基巴氏合金,是以铅为基础,加入锡、锑、铜等合金元素的轴承合金。铅基轴承合金的软基体是铅中溶有锑的固溶体,硬质点是金属化合物SnSb、Cu3Sn等。铅基轴承合金的代号与锡基轴承合金相似,由ZCh、基础元素符号、主加元素符号和元素含量数字组成。如ZChPbSb16-16-2表示主加... |
|
|
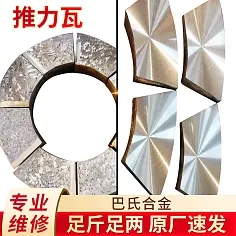
巴氏合金推力瓦的作用和特点 |
巴氏合金推力瓦的结构怎样,有什么特点? 巴氏合金推力瓦的顶视为扇形,一般在60~120mm厚的钢质瓦坯表面加I出纵横鸽尾槽或方槽,然后浇铸钨金。 ACPM-2308-TR1用钨金作瓦面的优点是:熔点低、质软、有一定的弹性和耐磨性,既可保护镜板又易于修刮,在运行中可承受部分冲击力。目前,瓦面钨金... |
|
|
机床磨床巴氏合金拖瓦滑块加工铸造 |
机床磨床巴氏合金拖瓦滑块加工铸造 磨床支撑滑块滑动轴承托瓦,承载能力大、耐冲击、工作平稳可靠、吸震减震无噪声等优点,现今大多轧辊磨床、轧钢机球磨机等重型机械设备仍采用其作为转动支撑,为了改善滑动轴承(轴瓦、托瓦)表面的摩擦性质在其表面上浇铸的减摩材料称为轴承衬。轴瓦和轴衬的材料统称为滑动轴承材... |
|
|
球磨机轴承轴瓦轴套巴氏合金 |
球磨机轴瓦轴套轴衬巴氏合金 轴瓦能否正常工作,与轴承合金的浇铸质量密切相关如合金的质量不好或浇铸的工艺不良,轴承合金熔化时过热、有杂质、瓦胎清洗工作做的差、浇铸后冷却速度控制得不好等,都会造成轴承合金夹渣和气孔,出现裂纹、脱胎产生废品。轴瓦浇铸工序较多,只有严格按工序要求进行操作,方可保证轴承... |
|
|
巴氏合金锡基巴氏合金 |
巴氏合金锡基巴氏合金 河南桦创金属材料贸易有限公司生产各种型号的锡基合金,铅基合金,焊锡,具有耐磨,耐腐蚀,耐高温,抗震,抗压等优点。主导产品锡基合金4--4,8--4,11--6,2--4--10,15--2--18。铅基合金16--16--2,15--5--3,15--10,10--6。质... |
All supplier products
Same products