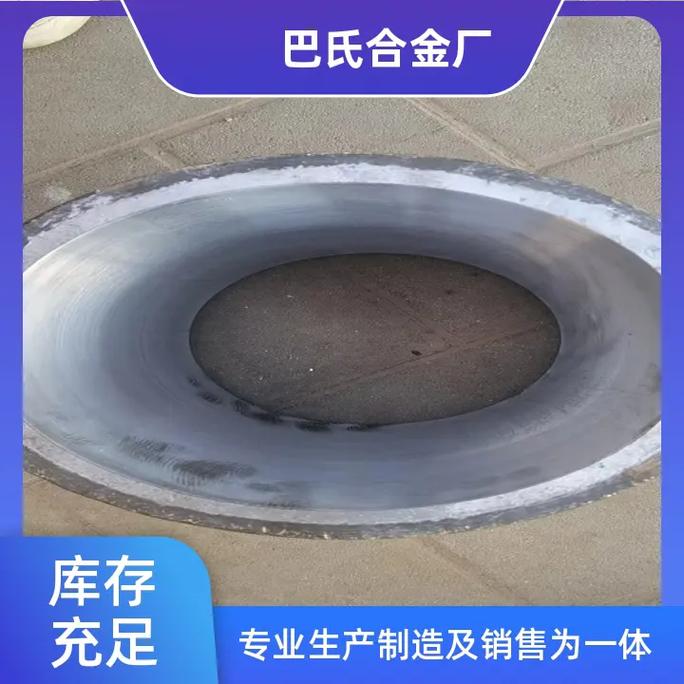
巴氏合金推力瓦上下瓦平面弧面
推力瓦采用的材质:钢坯 巴氏合金(也称为乌金),用乌金可以在轴温达到110度左右熔化,增加大轴的位移空间,从而保护大轴防止大轴因轴向位移大引起推力瓦的干磨擦。其次是锡青铜、还有钢坯 氟塑料(这种材质摩擦系数小,适合温度更高,不需要对瓦进行刮研,不会因断油而烧瓦)等 。推力瓦要保证在油润滑条件下运行,必须使出油边的最小油膜厚度,符合设计值(如:大型机组推力瓦油膜厚度一般在0.03到0.07mm之间)。这就要求镜板有较高的精度和较低的粗糙度,如果镜板的粗糙度高,则轴承摩擦损耗增大。镜面如有伤痕或锈蚀等缺陷,则可能破坏油膜,甚至造成烧瓦事故。所以,镜板研磨、推力瓦刮削以及对镜板、推力瓦的检修调整工作就显得十分重要。另外,要求镜板保证其波浪度,其平行度根据不同的机组一般为0.02mm每米,推力瓦之间相互高差一般控制在0.02mm之内,即要求推力瓦的平面度与镜板的平面度相近才行。如果,镜板与推力瓦的平面度不好,其偏差超过了最小油膜厚度,会破坏推力瓦与镜扳之间所建立的油膜。推力瓦就会在半干摩擦或干摩擦状态下运行,造成烧瓦事故或瓦面损坏。此外,推力瓦的受力也与它本身的平行度直接相关,只有接触面积大,才能使推力瓦承受较大的压力。如果,推力瓦凸凹不平,具有局部高点,受力集中,也会发生烧瓦事故或瓦面严重磨损。只要使推力瓦具有良好的平面性,与镜板有良好的接触性,保证机组启动时,在推力瓦瓦面与镜板之间迅速建立起油膜,并在机组运转时始终保持有一定的油膜厚度而不被破坏,才能保证推力轴承良好的稳定性和运行的安全可靠
Other supplier products
|
|
巴氏合金推力瓦 |
巴氏合金推力瓦 推力瓦是大型旋转设备中的关键部件,主要用于承受转子的轴向推力,确保转子在轴向上的稳定位置。推力瓦的设计和维护对于保障汽轮机的正常运行至关重要。本文从推力瓦的结构运行维护以及故障处理方面进行简单的介绍,使学习人员明白推力瓦的形式运行维护和故障处理等相关方面的知识 推力瓦按照不同的... |
|
|
锡基合金锡基巴氏合金 |
河南桦创金属材料贸易有限公司是一家专业生产巴氏合金铸造锡基合金轴承的厂家,直销产品。我们的公司拥有先进的机械加工设备和完善的检测设备。我们所生产的巴氏合金轴瓦价格优惠,品质优良。我们的产品主要包括锡基巴氏合金(又称锡合金)如【ZCHSnSB11-6、ZCHSnSB4-4、ZCHSnSB8-4】... |
|
|
磨床磨削支撑架巴氏合金拖瓦 |
磨床磨削支撑辊巴氏合金托瓦 磨床支撑滑块滑动轴承托瓦,承载能力大、耐冲击、工作平稳、吸震减震无噪声等优点,现今大多轧辊磨床、轧钢机球磨机等重型机械设备仍采用其作为转动支撑,为了滑动轴承(轴瓦、托瓦)表面的摩擦性质在其表面上浇铸的减摩材料称为轴承衬。轴瓦和轴衬的材料统称为滑动轴承材料。常用的滑动... |
|
|
巴氏合金轴瓦轴套加工修复及材料 |
巴氏合金轴瓦轴套加工修复及轴瓦材料 锡锑和铅锑轴承合金一般习惯上称为巴氏合金.巴氏合金是承受中等负荷轴承合金中比较理想的材料,由于它的强度较低,一般都浇注在钢壳上制成双金属轴瓦,利用钢壳材料来增加合金的强度.巴氏合金轴瓦焊接工艺是一种将巴氏合金材料与钢制基体进行焊接的工艺技术。特点巴氏合金材料... |
|
|
轧辊磨床中心架巴氏合金拖瓦 |
轧辊磨床中心架巴氏合金托瓦 铸造加工冶金轧辊磨床托瓦;造纸轧辊磨床托瓦;橡胶轧辊磨床托瓦及冷轧、进口热连轧数控轧辊磨床托瓦。生产的轧辊磨床托瓦可以承受中等和重型负荷,采用锡基巴氏合金ZHSnSb11-6浇铸在钢体基座上,合金表面加工油槽,采用动压托瓦或静压托瓦,瓦面嵌入性、摩擦系数小顺应性优良... |
All supplier products
Same products