

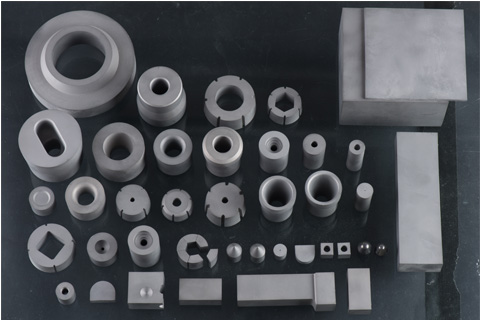
Carbide Rod With Coolant Hole



Carbide Rods with One Coolant Duct
This blank is specially for some CNC blades or drills which needs duct for coolant to cool the increased heat during the high speed cutting or drilling. Standard specification and tolerance table please reference below.
|
Outer D(mm) |
OD Tol.(mm) |
Inner Hole d(mm) |
ID Tol.(mm) |
Hole center diviation value α |
Length(mm) |
L Tol.(mm) |
|
3.0 |
+0.50/+0.30 |
0.5 |
±0.10 |
0.10 |
330 |
+1.5 |
|
4.0 |
+0.50/+0.30 |
0.8 |
±0.10 |
0.10 |
330 |
+1.5 |
|
5.0 |
+0.50/+0.30 |
0.8 |
±0.10 |
0.13 |
330 |
+1.5 |
|
6.0 |
+0.50/+0.30 |
1.0 |
±0.15 |
0.15 |
330 |
+1.5 |
|
7.0 |
+0.60/+0.30 |
1.0 |
±0.15 |
0.15 |
330 |
+1.5 |
|
8.0 |
+0.60/+0.30 |
1.0 |
±0.15 |
0.15 |
330 |
+1.5 |
|
9.0 |
+0.60/+0.30 |
1.4 |
±0.15 |
0.20 |
330 |
+1.5 |
|
10.0 |
+0.60/+0.30 |
1.4 |
±0.15 |
0.20 |
330 |
+1.5 |
|
11.0 |
+0.60/+0.30 |
1.4 |
±0.15 |
0.28 |
330 |
+1.5 |
|
12.0 |
+0.60/+0.30 |
1.8 |
±0.15 |
0.30 |
330 |
+1.5 |
|
13.0 |
+0.70/+0.30 |
1.8 |
±0.15 |
0.34 |
330 |
+1.5 |
|
14.0 |
+0.70/+0.30 |
1.8 |
±0.15 |
0.37 |
330 |
+1.5 |
|
15.0 |
+0.70/+0.30 |
2.0 |
±0.20 |
0.40 |
330 |
+1.5 |
|
16.0 |
+0.70/+0.30 |
2.0 |
±0.20 |
0.40 |
330 |
+1.5 |
|
17.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
0.47 |
330 |
+1.5 |
|
18.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
0.50 |
330 |
+1.5 |
|
19.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
0.50 |
330 |
+1.5 |
|
20.0 |
+0.80/+0.30 |
2.5 |
±0.25 |
0.50 |
330 |
+1.5 |
|
21.0 |
+0.80/+0.30 |
2.5 |
±0.25 |
0.50 |
330 |
+1.5 |
|
22.0 |
+0.80/+0.30 |
2.5 |
±0.25 |
0.50 |
330 |
+1.5 |
|
23.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
24.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
25.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
26.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
27.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
28.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
29.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
|
30.0 |
+0.80/+0.30 |
3.0 |
±0.25 |
0.50 |
330 |
+1.5 |
Carbide Rodswith Two Coolant Ducts, Straight
This blank is specially for some CNC blades or drills which needs duct for coolant to cool the increased heat during the high speed cutting or drilling. Standard specification and tolerance table please reference below.
Standard pitch
|
Outside Dia. Ø(mm) |
OD Tol. (mm) |
Inner d(mm) |
ID Tol.(mm) |
Distance between holds |
Hole center diviation value α |
L mm |
Tol. (mm) |
|
|
mm |
Tol. (mm) |
|||||||
|
6.0 |
+0.50/+0.30 |
0.8 |
±0.10 |
1.5 |
﹢0/-0.20 |
0.15 |
330 |
+1.5 |
|
7.0 |
+0.60/+0.30 |
0.8 |
±0.10 |
1.5 |
﹢0/-0.20 |
0.15 |
330 |
+1.5 |
|
8.0 |
+0.60/+0.30 |
1.0 |
±0.15 |
1.5 |
﹢0/-0.30 |
0.15 |
330 |
+1.5 |
|
9.0 |
+0.60/+0.30 |
1.0 |
±0.15 |
2.6 |
﹢0/-0.30 |
0.20 |
330 |
+1.5 |
|
10.0 |
+0.60/+0.30 |
1.0 |
±0.15 |
2.6 |
﹢0/-0.30 |
0.20 |
330 |
+1.5 |
|
11.0 |
+0.60/+0.30 |
1.2 |
±0.15 |
3.6 |
﹢0/-0.30 |
0.28 |
330 |
+1.5 |
|
12.0 |
+0.60/+0.30 |
1.2 |
±0.15 |
3.6 |
﹢0/-0.30 |
0.30 |
330 |
+1.5 |
|
13.0 |
+0.70/+0.30 |
1.2 |
±0.15 |
3.6 |
﹢0/-0.30 |
0.34 |
330 |
+1.5 |
|
14.0 |
+0.70/+0.30 |
1.5 |
±0.15 |
5.0 |
﹢0/-0.30 |
0.37 |
330 |
+1.5 |
|
15.0 |
+0.70/+0.30 |
1.5 |
±0.15 |
5.0 |
﹢0/-0.30 |
0.40 |
330 |
+1.5 |
|
16.0 |
+0.70/+0.30 |
1.5 |
±0.15 |
5.0 |
﹢0/-0.30 |
0.40 |
330 |
+1.5 |
|
17.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
6.2 |
﹢0/-0.30 |
0.47 |
330 |
+1.5 |
|
18.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
6.2 |
﹢0/-0.30 |
0.50 |
330 |
+1.5 |
|
19.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
6.2 |
﹢0/-0.30 |
0.50 |
330 |
+1.5 |
|
20.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
6.2 |
﹢0/-0.40 |
0.50 |
330 |
+1.5 |
|
21.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
6.2 |
﹢0/-0.40 |
0.50 |
330 |
+1.5 |
|
22.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
6.2 |
﹢0/-0.40 |
0.50 |
330 |
+1.5 |
|
23.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
7.5 |
﹢0/-0.40 |
0.50 |
330 |
+1.5 |
|
24.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
7.5 |
﹢0/-0.50 |
0.50 |
330 |
+1.5 |
|
25.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
7.5 |
﹢0/-0.50 |
0.50 |
330 |
+1.5 |
|
26.0 |
+0.80/+0.30 |
2.0 |
±0.20 |
7.5 |
﹢0/-0.50 |
0.50 |
330 |
+1.5 |
Send product request
Other supplier products
 |
Solid Carbide Rods | Introduction of Solid Carbide Rods Solid carbide rod is mainly made of tungsten carbide, binder metal cobalt and some other functional ingredi... |
 |
Cemented Carbide Die | Introduction of Heading Die The application in cold heading die area is one of the main applications of tungsten carbide material. Heading die... |
 |
Carbide Tips | Introduction Tungsten carbide tips and carbide saw blade are commonly used cutting tools. The material of carbide tip and carbide saw blade are us... |
 |
Customized Tungsten Carbide Products | Introduction Toonney has a professional technical team, who can help to create new materials and find new way to produce difficult items base on y... |
 |
Cutting Tools | Introduction Carbide tools/ carbide cutter are usually used for cutting in machine manufacturing, so it also called carbide cutting tools. The ... |
Same products
 |
The Ultimate Tool for Bubble-Free Displays | Seller: Shenzhen Wikshu Technology Co. | FORWARD FW-16R Bubble Remover and FW-8R Mini Bubble Removal Machine removes screen OCA bubbles du... |
 |
Precision CNC Lathe With Conjoined Oblique Rail Cutter Tower | Seller: Zhejiang Guoyu CNC Machine Tool Co., Ltd. | Technical Characteristics: 45° slant bed base structure, with strict aging treatment, smooth ... |
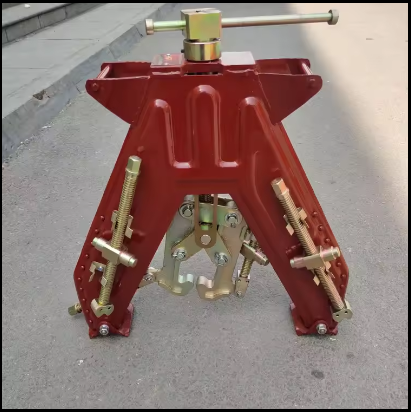 |
Rail Welder A Frame aligners railway welding tools | Seller: 834406 | 产品描述 A型车架 A-Frame 是一种导轨对准器,可精确对准要焊接的导轨。该设备在焊接操作期间将导轨固定到位。 |
 |
2 parts fluid mixing dispenser 2 component dosing epoxy PU silicon rubber vacuum system | Seller: 824681 | What is the difference between 2K AB adhesive materials manual potting machine and robot pottingm... |
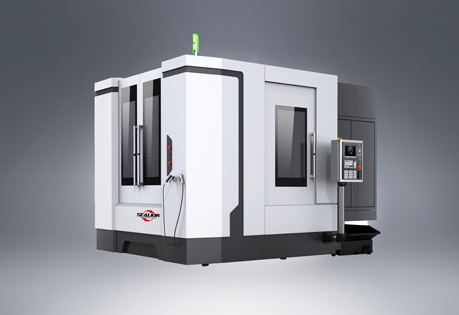 |
Horizontal Machining Center | Seller: Xilong (Shanghai) Machine Tool Co., Ltd. | Horizontal Machining Center parts can automatically finish four sides milling, boring, drilling, ... |
